









 1 кг Силикон")
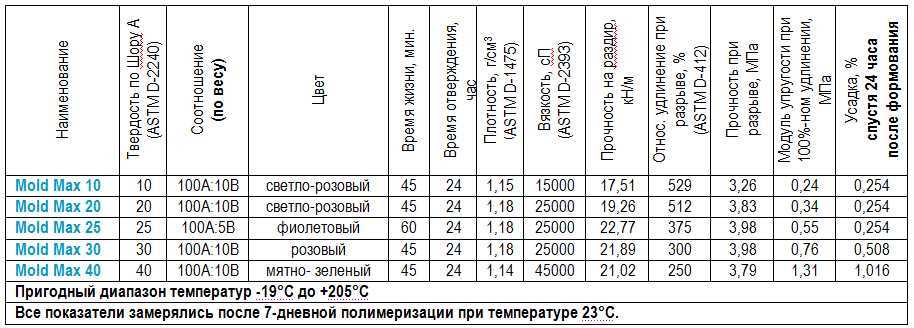
Mold Max Series – силиконы, отверждаемые соединениями олова, по принципу поликонденсации, обладающие исключительной прочностью на разрыв и раздир, а также высокой тиражеустойчивостью и долговечностью эксплуатации. Силиконы серии Mold Max включают в себя эксклюзивную каталитическую систему “Libra”, увеличивающую срок их эксплуатации. Силиконы серии Mold Max могут быть окрашены с помощью красителей Silc Pig. Время жизни данных заливочных компаундов – 45 минут и они отверждаются в течение суток при комнатной температуре. ПРИМЕНЕНИЕ: Силиконы Mold Max пригодны для изготовления деталей со сложной конфигурацией и применяются в промышленном и художественном секторах, включая изготовление форм для производства прототипов, мебели, скульптур, архитектурных элементов. Mold Max 10, 20, 25 и 30 могут быть загущены при помощи тиксотропной добавки THI-VEX, что позволяет в дальнейшем наносить данные композиции кистью. ВАЖНО: THI-VEX не совместим с Mold Max 40 и 60. Mold Max 60 обладает повышенной температуростойкостью (до 294°C) и пригоден для формования металлов. Силиконы Mold Max могут быть использованы для формования различных материалов, как-то: воски, гипсы, бетон, металлы или сплавы металлов с низкой температурой плавления, а также для формования полиуретановых, эпоксидных и полиэфирных смол (без применения разделительных агентов). ПЕРЕРАБОТКА: Ручное и механическое смешивание. Рекомендована (но не является обязательной операцией) дегазация смеси под вакуумом.
ИЗМЕРЕНИЕ И СМЕШЕНИЕ: Перед использование тщательно перемешайте компоненты А и В в фабричных упаковках. Отмерьте необходимое количество компонентов А и В, поместите их в контейнер для смешивания и тщательно перемешайте в течение по меньшей мере 3 минут. Убедитесь, что вы хорошо промешали смесь по стенкам и дну контейнера несколько раз. После смешения компонентов рекомендуется (но не обязательно) проведение вакуумной дегазации для удаления скопившегося в смеси воздуха. Дегазация материала производится в течение 2-3 минут при давлении 737 мм ртутного столба. Убедитесь, что в контейнере достаточно места для увеличения объема смеси в 4 раза. Время жизни смеси – 45 минут при комнатной температуре. ЗАЛИВКА: Для достижения наилучшего результата заливайте смесь в одну точку, держа контейнер как можно ниже. Дайте время силикону заполнить пространство модели. Равномерное течение минимизирует влияние скопившегося воздуха. Силикон необходимо залить по меньшей мере на высоту 1,3 см от самой верхней точки поверхности модели. ОТВЕРЖДЕНИЕ: Время отверждения формы до съёма – не менее 16 часов при комнатной температуре (23°C). Дополнительное постотверждение в течение 4 часов при температуре 65°C удалит остаточную влагу и спирты, которые образуются в продукте в результате протекания реакции поликонденсации и которые могут препятствовать отверждению некоторых полиуретановых смол и каучуков. Охладите форму до комнатной температуры перед использованием. ВАЖНО. Не проводите отверждение при температуре ниже 18°C. ДОБАВКИ: Для загущения силиконов Mold Max 10, 20, 25, 30 и дальнейшего нанесения их на вертикальные поверхности (с помощью кисти), используется тиксотропная добавка THI-VEX. При введении разного количества THI-VEX можно получить различные вязкости смеси. THI-VEX добавляется в необходимом количестве в пересчете на содержание компонента А. Добавка должна быть тщательно смешана с компонентами А и В. ВАЖНО: THI-VEX не совместим с Mold Max 40 и Mold Max 60.

Нанесите слой силикона и подождите, пока он станет липким, затем повторите процедуру. Толщина конечной формы должна быть, по меньшей мере, 1 см. Позвольте силикону отвердиться в течение 16 часов перед нанесением поддерживающего кожуха. УСКОРИТЕЛИ РЕАКЦИИ: Для ускорения отверждения силиконов Mold Max рекомендуется применение катализаторов Fast Cat 30 или Accel -T. Использование Fast Cat 30 с Mold Max 30 вместо или в сочетании со стандартным катализатором, содержащимся в компоненте В, уменьшает время отверждения до 30 минут. Accel -T может быть использован с Mold Max 10, 20, 25, 30 и 40. ВАЖНО: Время жизни смеси уменьшается пропорционально введенному количеству ускорителей. Использование данных ускорителей также приводит к значительному сокращению долговечности формы. ДОБАВКА ДЛЯ УМЕНЬШЕНИЯ ВЯЗКОСТИ: Для понижения вязкости силиконов (на основе олова или платины) рекомендуется применение не реактивной добавки Silicone Thinner. Данная добавка обеспечивает следующие преимущества:
1.Меньшая вязкость смеси позволяет быстрее избавиться от содержащегося в ней воздуха при дегазации
2.Смесь лучше проникает в самые мелкие детали модели
3.После отверждения форма обладает меньшей предельной твердостью (по Шору)
4.Время жизни смеси увеличивается пропорционально количеству введенного силиконового разбавителя.
Недостаток – уменьшается значение показателей прочности на раздир и предела прочности при разрыве пропорционально количеству введенного разбавителя. Тем не менее, это не влияет на способность силиконов серии Mold Max препятствовать распространению разрывов при помощи образующихся в поврежденных местах «узелков». Не рекомендуется превышать 10% от массы смеси (А+В). ИСПОЛЬЗОВАНИЕ ФОРМЫ И ХРАНЕНИЕ: Физическая жизнь формы зависит от заливаемых в нее материалов и частоты использования. Отверждение абразивных материалов, таких как бетон, может быстро повредить форму, в то время как отверждение неабразивных материалов, например, восков, не оказывает никакого влияния на форму. Для хранения форма должна быть тщательно промыта водой с мылом и насухо вытерта. Если форма состоит из двух или более частей, то эти части должны быть соединены между собой. Формы следует хранить на ровной поверхности в прохладном, сухом месте. ПРЕДУПРЕЖДЕНИЕ: Силиконы Mold Max могут подвергаться ингибированию сернистыми глинами, что проявляется в залипании силикона на поверхности изделия или в недостаточном отверждении. Если вы сомневаетесь в совместимости силикона и поверхности, рекомендуется проведение предварительного теста. Нанесите небольшое количество силикона на некритичную область образца. Ингибирование присутствует, если по истечении необходимого времени полимеризации наблюдается неполное отверждение или липкость поверхности. Для предотвращения ингибирования эффективным способом является нанесение на поверхность модели прозрачного акрилового лака. После нанесения изделие необходимо тщательно просушить. Нанесение разделительного состава не является необходимым, но эта процедура облегчает выемку изделия из формы. Для работы с силиконами рекомендуется разделительный агент Ease Release 200. БЕЗОПАСНОСТЬ: Работайте при достаточной вентиляции. Контакт с кожей и глазами может вызвать раздражение. При попадании в глаза -промойте водой в течение 15 минут и немедленно обратитесь за медицинской помощью. При попадании на кожу -удалить материал сухой салфеткой, а затем смойте водой с мылом. ХРАНЕНИЕ: Материалы должны храниться при комнатной температуре (23°C). Более высокие температуры уменьшают полезный срок хранения неиспользованного продукта. Данные материалы имеют ограниченный срок хранения и должны быть использованы в его пределах. Носите защитные очки, резиновые перчатки, длинные рукава, чтобы минимизировать риск контакта с кожей. Носите только виниловые перчатки! (перчатки из латекса будут ингибировать процесс отверждения).
Пока не было вопросов.
Теги: силикон, резина, форма, mold max 40